


お知らせ
-
2024年03月27日
-
2023年12月21日
-
2023年12月04日
-
2023年09月12日
-
2023年03月16日
ニュース
リリース
-
2024年04月15日
-
2024年03月22日
-
2024年03月21日
-
2024年03月19日
-
2024年02月19日


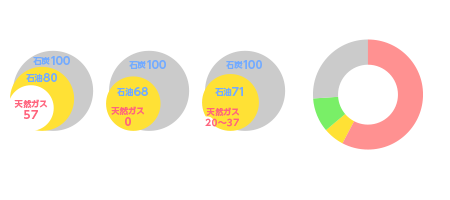
都市ガス・天然ガスの利用拡大に向けて
天然ガスの特徴・種類
都市ガスの主原料である天然ガスは、環境特性に優れた理想的なエネルギーです。
メニュー一覧 
閉じる![]()
都市ガスが届くまで
都市ガスを安全に安定してお届けするため、製造工程の合理化、供給体制の整備・強化を進めています。
メニュー一覧
■︎都市ガスが届くまで
閉じる![]()
ガスの利用
ガスコンロやエネファームなどの家庭用ガス機器に加え、ガス空調、ガスコージェネレーション、ボイラ、工業炉、天然ガス自動車などを紹介します。
メニュー一覧
閉じる![]()
安全・安心への取り組み
都市ガス事業者の安全・安心への取り組みや、都市ガスを安全・安心にお使いいただくためのポイントを紹介します。
メニュー一覧
環境への取り組み
地球温暖化対策や廃棄物・リサイクル対策など、環境保全のための都市ガス業界の取り組みを紹介します。
メニュー一覧
閉じる![]()
都市ガス事業について
ガス小売全面自由化など都市ガス事業に関する情報や、技術開発など都市ガス業界の取り組みについてご紹介します。
メニュー一覧
日本ガス協会について
日本ガス協会の沿革・事業内容・会員などをご紹介しています。
メニュー一覧
■業務及び財務等に関する資料
閉じる![]()